
联系我们

您也许对宁波本地以下产品新闻也感兴趣
- 联系电话【泽信】钢质密集柜
- 研磨管大口径厚壁珩磨管现货直发
- 手动密集架报价合理(厂家直销)
- 雨水管_【金属古建筑挑檐】品质保证实力见证
- 镀锡铜绞线 接地镀锡铜绞线 镀锡铜绞线120 镀锡铜绞线150 镀锡铜绞线185 镀锡铜绞线240 铜绞线(镀锡)120 铜绞线(镀锡)150 铜绞线(镀锡)185 铜绞线(镀锡)240 铜绞线(镀锡)35 ±800千伏换流站工程镀锡铜绞线 送变电工程镀锡铜绞线 500千伏变电站工程镀锡铜绞线 陕北换流站镀锡铜绞线 多股镀锡铜绞线 水平接地体采用120mm2铜绞线 水平接地体采用150mm2铜绞线 水平接地体采用185mm2铜绞线 水平接地体采用240mm2铜绞线 水平接地体采用95mm2铜绞线 水平接地体采用120mm2镀锡铜绞线 水平接地体采用150mm2镀锡铜绞线 水平接地体采用185mm2镀锡铜绞线 水平接地体采用240mm2镀锡铜绞线 水平接地体采用95mm2镀锡铜绞线 硬铜绞线JT150 硬铜绞线JT120 硬铜绞线JT185 硬镀锡铜绞线JT150 硬镀锡铜绞线JT120 硬镀锡铜绞线JT185 1000千伏送出工程变电工程铜绞线 土建C包工程镀锡铜绞线 土建包工程镀锡铜绞线 抽水蓄能电站工程铜绞线 抽水蓄能电站工程镀锡铜绞线 110千伏输变电工程镀锡铜绞线 110千伏输变电工程铜绞线 接地铜绞线TJ185 接地铜绞线TJ95 铜覆钢圆线14 抽水蓄能电站接地铜绞线TJ185 抽水蓄能电站接地铜绞线TJ95 风电项目铜绞线 风电项目镀锡铜绞线 储气库项目裸铜绞线 铜绞线TJ120 铜绞线TJ150 铜绞线TJ185 铜绞线TJ95 铜绞线TJ35 接地铜绞线常用指南含税含运费
- 304不锈钢桥梁护栏迅速精品选购不锈钢天桥护栏
- 【雨水管】铝合金中式翘角保障产品质量
- 天沟_中式飞来椅专业信赖厂家
- 冷轧板卷_宝钢新技术电工钢种类齐全
- 工程井壁渗水管无砂水泥管批发
- 密集档案柜能买(厂家直销)
- 300KW发电机出租
- 密集档案架产品可靠(厂家直销)
- PQE-II防水涂料优质材料厂家直销专业厂家CSPA渗透结晶型防腐防水涂料
当前位置:
聊城 安达液压机械有限公司 >
宁波当地今日推荐News
滚压管缸筒加工厂工厂自营
更新时间:2024-12-13 05:35:11 浏览次数:1 公司名称:聊城 安达液压机械有限公司
以下是:滚压管缸筒加工厂工厂自营的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 5000/吨 |
| 发货期限 | 24小时 |
| 供货总量 | 不限 |
| 运费说明 | 电议 |
| 最小起订 | 1公斤 |
| 质量等级 | 正品 |
| 是否厂家 | 是 |
| 产品材质 | 20#/45#/16Mn |
| 产品品牌 | 九冶 |
| 产品规格 | 齐全 |
| 发货城市 | 聊城 |
| 产品产地 | 聊城 |
| 加工定制 | 定制 |
| 产品型号 | 齐全 |
| 可售卖地 | 全国 |
| 产品重量 | 过磅 |
| 产品颜色 | 有色金属 |
| 质保时间 | 1个月 |
| 外形尺寸 | 圆形 |
| 适用领域 | 机械加工/液压 |
| 是否进口 | 否 |
| 质量认证 | 正品 |
| 颜色 | 有色金属 |
| 材质 | 20#/45#/16Mn/Q345B/304不锈钢 |
| 厂家地址 | 山东聊城 |
| 品牌 | 九冶 |
| 加工定制 | 可加工 |
以下是:滚压管缸筒加工厂工厂自营的图文视频



滚压管缸筒加工厂工厂自营,安达液压机械有限公司为您提供滚压管缸筒加工厂工厂自营的资讯,联系人:高经理,电话:17706353138、17706353138,QQ:3573482096,发货地:聊城辽河路燕山路交叉口南500米东首发货到浙江省 宁波市 海曙区、江东区、北仓区、镇海区、鄞州区、象山县、宁海县、余姚县、慈溪县、奉化区。 浙江省,宁波市 宁波市古称为“鄞”,是历史文化名城,距今4200年的夏朝堇子国,被认为是宁波作为“邑城”的早起源。春秋时为越国境地,秦时属会稽郡的鄞、鄮、句章三县,唐时称“明州”,明洪武十四年(1381年),取“海定则波宁”之义改称宁波。
想要探索滚压管缸筒加工厂工厂自营的奥秘吗?不妨点击这个产品视频,它将带您走进一个精彩绝伦的世界,让您对产品的每一个细节都了如指掌。
以下是:滚压管缸筒加工厂工厂自营的图文介绍
安达液压机械有限公司主营产品: 浙江宁波不锈钢油缸管。公司拥有雄厚的开发能力、先进的工艺设备、严谨的质量管理、完善的售后服务、战略化的人力资源、卓越的企业文化、永争di yi的价值观念。坚持走引进,吸收与自主开发并重的技术道路, 建立了一支率、高素质的产品开发队伍。同时,建立了规模庞大、设施先进的技术中心,模块化生产方式的总装线、先进检测设备,确保产品质量稳定可靠。企业的服务宗旨:敬业 务实 创新,公司的质量目标:力争产品的合格率达到 、用户满意率达到。我们用“诚信”打造了“启豪”您的要求是我们的目标,我们向您承诺“启豪”产品 能给您带来更多的快乐。我们期待您的光临,让我们携手共进。


华尔网珩磨管油缸管绗磨管很多钢管的偏心都是这个时候产生的,所以严格控制这穿孔环节 十分重要。精轧钢管 冷拔钢管 由于穿孔的原因 也会产生偏心问题:任何破坏由轧辊、顶头、导板三者形成的变形区几何形状正确性的因素,都将使毛管壁厚不均加剧。(1)顶头。①顶头的形状设计,理想的顶头辗轧锥应与轧辊出口锥平行,如果按照传统的马特维也夫公式设计顶头,其顶头的辗轧锥与轧辊的出口锥是不平行的,金属在这样一个逐渐扩大的间隙内变形,势必造成管壁辗轧不充分而导致毛管壁厚不均,而且,随送进角的增大毛管壁厚不均更加严重;②由于顶杆的刚度不够,在穿孔过程中产生弯曲,使顶头不能保持对中位置,从而使穿出的毛管壁厚不均;(2)导板。①导板距过大,在穿孔过程中是依靠导板的限制作用来保持穿孔中心线的,导板距大,顶头在上下位置变化大,使顶头不稳定,导致毛管壁厚不均。②上、下导板的不均匀磨损也会加剧壁厚不均程度。(3)轧辊。
①轧辊中心线偏斜:在生产过程中,由于穿孔机两侧压下螺丝安装不正确,或由于螺纹和轴承磨损而使两辊间轴向发生水平偏斜,两个轧辊的送进角不一致使变形区发生畸变而导致壁厚不均。
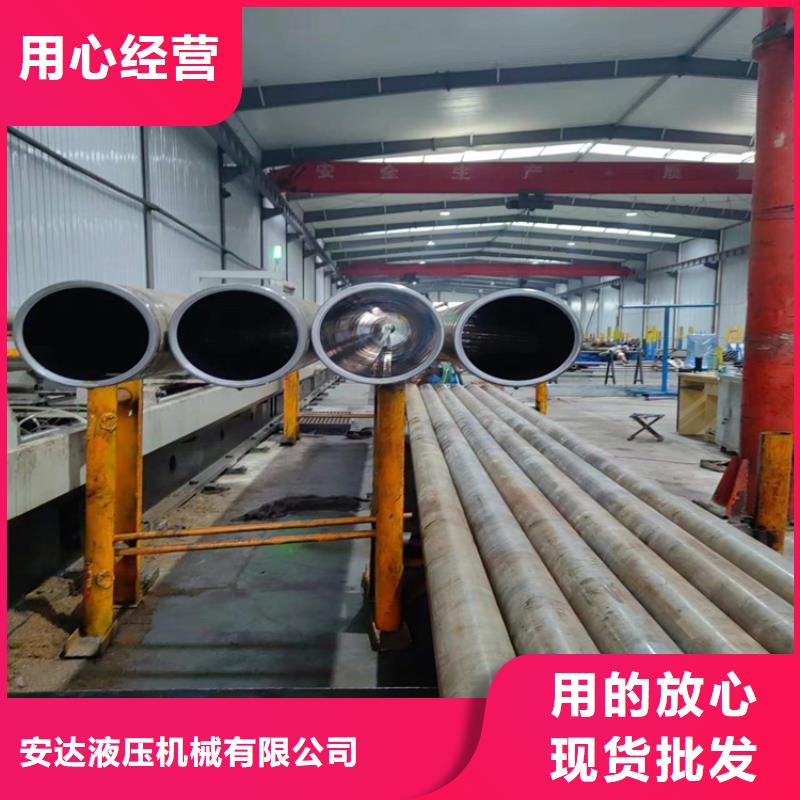
滚压管



华尔网珩磨管油缸管绗磨管我们大口径厚壁绗磨管厂对Φ400mm自动轧管机组,穿孔、二次穿孔(延伸)、自动轧管和均整4个轧制过程的荒管实测壁厚数据进行了傅立叶变换,得出了壁厚不均的定量分析及其形成原因,并以此为基础提出了改善钢管壁厚不均的途径:
①二次穿孔(延伸)后荒管上的螺旋形壁厚不均的分布特征一直保留到成品管,因此改善二次穿孔(延伸)是改善成品管壁厚精度的关键环节,主要措施是改进工具设计,提高顶杆和顶头在旋转过程中与轧制线的同心度。
②改善穿孔后毛管的壁厚不均是重要环节,主要措施是提高管坯的加热均匀性,提高定心孔的精度,加长顶头均整带的长度和反锥的长度,提高顶杆与顶头在旋转过程中与轧制线的同心度。
③轧管时虽会产生严重的对称性壁厚不均,但对减轻螺旋形的壁厚不均有一定的作用。因此,轧管时应轧制两道,道次之间应将荒管翻转90°。
④均整过程能基本上对称性壁厚不均,但对螺旋形壁厚不均的作用甚小,因此,应提高均整机的能力。
⑤傅立叶变换是研究斜轧过程壁厚不均的有效手段,这一方法也可用于其他钢管生产机组管体壁厚不均的研究。
滚压管



华尔网珩磨管油缸管绗磨管绗磨管按照材质主要有45号、40Cr、42CrMo、27SiMn、304等。油缸管采用滚压加工,由于表面层留有表面残余压应力,有助于表面微小裂纹的封闭,阻碍侵蚀作用的扩展。从而提高表面抗腐蚀能力,并能延缓疲劳裂纹的产生或扩大,因而提高绗磨管疲劳强度。通过滚压成型,滚压表面形成一层冷作硬化层,减少了磨削副接触表面的弹性和塑性变形,从而提高了绗磨管内壁的耐磨性,同时避免了因磨削引起的烧伤。滚压后,表面粗糙度值的减小,可提高配合性质。滚压加工是一种无切屑加工,在常温下利用金属的塑性变形,使工件表面的微观不平度辗平从而达到改变表层结构、机械特性、形状和尺寸的目的。因此这种方法可同时达到光整加工及强化两种目的,是磨削无法做到的。滚压管


华尔网珩磨管油缸管绗磨管珩磨管淬火裂纹的成因 马氏体的本质脆性是珩磨管淬火裂纹的内因,而马氏体的晶体结构、化学成分、冶金缺陷等是马氏体本质脆性的影响因素;各种工艺条件、零件尺寸形状等引起的宏观内应力的大小、方向、分布状态等是珩磨管淬火裂纹的外因。下面将从微观到宏观,从内部到外部对钢件的珩磨管淬火裂纹进行分析。2.1 马氏体本质脆性——钢件珩磨管淬火裂纹的内因
众所周知,中高碳钢珩磨管淬火后,其韧性低,脆性大,易产生显微裂纹和宏观开裂。这主要是由马氏体的本质脆性决定的。而马氏体的本质脆性又决定于材料的冶金质量、含碳量和合金元素、原始组织状态、马氏体的组织结构、显微应力及显微裂纹等。
滚压管



今年在浙江省宁波市购买滚压管缸筒加工厂工厂自营有了新选择,安达液压机械有限公司始终坚守以用户为中心的服务理念,将品质作为发展的基石。厂家直销,确保为您提供价格实惠且品质卓越的滚压管缸筒加工厂工厂自营产品。如需购买或咨询,请随时联系我们,联系人:高经理-17706353138,QQ:3573482096,地址:辽河路燕山路交叉口南500米东首。